HARPSpol: Manufacturing and Assembly in
Uppsala
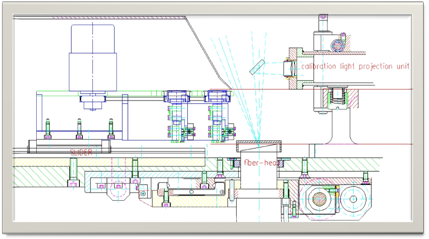
Fiber entrance at the 3.6m
Cassegrain adapter with HARPSpol retracted in the parking space.
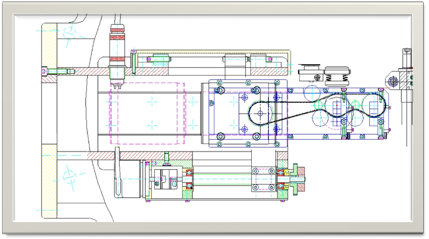
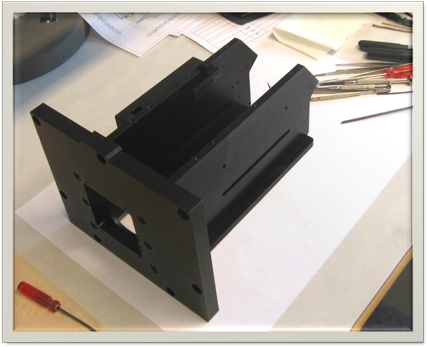
The view of the HARPSpol
from the top in linear polarization position.
One sees the timing belt that rotates the retarder plates.
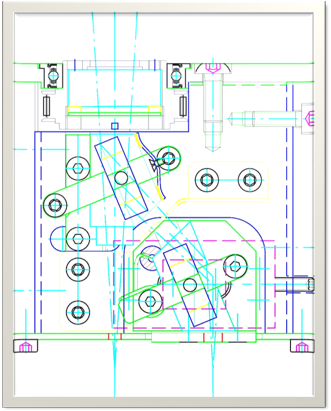
One of the optical tables
with a beam splitter.
The mechanics of the HARPSpol
includes 180 parts, some to be manufactured with very high precision.
Most of the parts have been
made by Lars-Erik Lindquist at
the Uppsala University Center for Advanced Instrumentation (CAI).
The
two drivers for positioning the polarimeter (parking, circular and linear
polarizations by a Faulhaber DC motor) and for rotating the retarder plates
(KH42JM2-951 stepper motor) were supplied by Compotech and Aratron. The ball
screw moving the polarimeter was supplied by SKF although after a long delay
they sent us something we did not order:
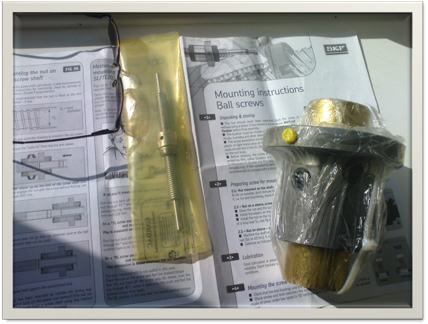
The ball screw that we
ordered (left) and what we received from the SKF after 2 months delay (right).
Finally, we were ready to
assemble the thing by fixing nearly one hundred screws

and ship it to Utrecht on
April 15th 2009 for installation of the optical components and
testing.